Pin Bond Verification in a Carbon-Ceramic Brake Disc
Porosity & Crack Propagation in LPBF-Printed Metal Reference Samples
A Tier 1 automotive supplier needed to confirm that the carbon-ceramic disc substrate made full, void-free contact with every metal mounting pin — across the full 380 mm diameter — without cutting the part. High energy CT delivered the answer, artefact-free.

Problem & Method
Confirming full ceramic-to-pin bond — without destroying the disc
A Tier 1 automotive supplier manufactures high-performance carbon-ceramic brake discs for motorsport and premium automotive applications. The key engineering challenge is managing the drastically different thermal expansion rates between the ceramic rotor and the central metal hub. This is achieved using a specialized ‘floating’ mount system where metal drive pins (or ‘bobbins’) transfer braking torque within precision-machined seats in the ceramic. The structural integrity of this interface is critical: any void or flaw between the ceramic seat and the bobbin represents a potential failure point under thermal and dynamic braking loads.
The question driving the CT brief was precise: within the precision-machined seats, does the carbon-ceramic material make full, void-free contact with every mounting bobbin — across the entire disc and through its full Z depth? Surface inspection cannot answer this. Cross-sectioning would destroy a high-value component and still only reveal a single plane per cut.
A secondary objective ran alongside the bond inspection: system metrology verification. The disc submitted was a used, worn part whose outer diameter had been independently measured to a high degree of confidence — making it a trusted reference. The customer requested that Probeam’s CT system measure this known dimension as a verification of metrology performance. The expectation was agreement within ±100 µm.
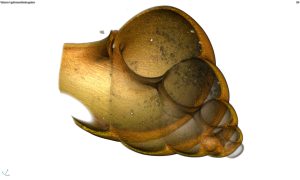
To answer these questions, the 380 mm carbon-ceramic disc was scanned in a single session using Probeam high energy CT. The large diameter and mixed-material construction — dense metal bobbins embedded in a carbon-ceramic ring — were handled natively by the high energy beam, yielding a clean, artefact-free volumetric reconstruction across the full part volume. The analysis covered three distinct aspects:
- Cylindrical interface mapping: For each of the 12 mounting points, the contact surface within the precision-machined ceramic seat for the metal bobbin was evaluated radially and in Z—determining whether the material was fully engaged at every depth, or whether any separation or voiding was present.
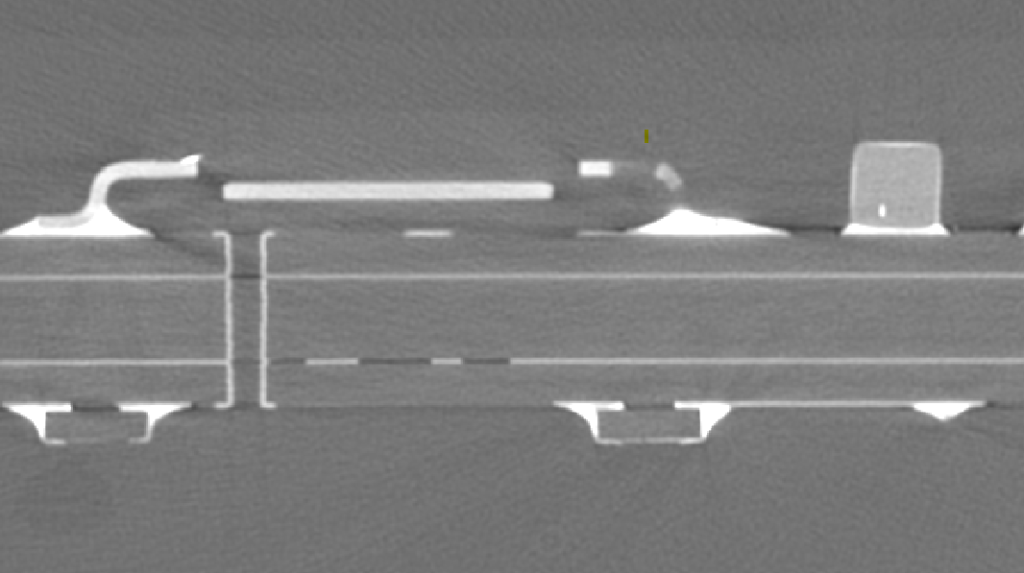
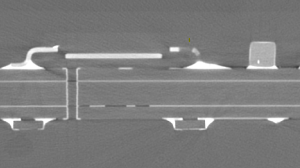
- 360° pin survey via Probeam CT Viewer unroll: The rotationally symmetric geometry was exploited using the software’s unroll feature — a cylindrical slice mode that unwraps the full disc circumference into a flat 2D projection. All 12 bobbin interfaces are visible simultaneously, making the comparative assessment immediate and unambiguous.
- CT-based outer diameter measurement: A cylinder fit was performed on the outer surface of the disc directly from the volumetric CT data. Because the disc’s outer diameter was independently known to high confidence, the result served as a direct verification of Probeam’s CT metrology performance against the ±100 µm target.
Results were delivered within one week as a volumetric dataset and structured report, viewable in Probeam CT Viewer (provided to every customer at no charge). The unroll visualisation was included as a primary deliverable — a single publication-ready image confirming all pin contact conditions across the full disc.
Detail (“Why…” section): Why high energy CT, not standard CT: Two factors made even high-end 450 kV conventional CT insufficient. First, at 380 mm diameter the beam path is simply too long — standard CT cannot penetrate without severe beam-hardening artefacts that corrupt data precisely at the pin interfaces. Second, and critically, the high energy beam causes the metal pins to attenuate almost identically to the surrounding carbon-ceramic matrix, eliminating the bright metallic artefact halo that in standard CT creates an unreliable “dead zone” around every pin. Without that dead zone, contact can be assessed with genuine confidence all the way to the pin surface.
High energy CT for large, dense, or multi-material parts — full artefact suppression around metal features.
Working with carbon-ceramic or mixed-material assemblies?
Result
Clear signals — bond integrity confirmed, diameter within tolerance
FINDING 01 • BOND INTEGRITY
Full contact confirmed at all pins — no gaps detected
The carbon-ceramic substrate was found to be fully and uniformly in contact with every metal mounting pin across the complete disc volume. No delamination zones, voids, or separations were identified at any pin interface — at any depth in Z. The high energy beam’s artefact-free reconstruction around the metal pins was essential to reaching this conclusion with confidence.
FINDING 02 • UNROLL ANALYSIS
Unroll view provided immediate, unambiguous confirmation
Probeam CT Viewer’s unroll feature rendered the full circumference of the disc into a single flat image, all 12 pins visible side-by-side. The tight, uninterrupted ceramic contact around each pin was clearly legible at a glance — no post-processing or pin-by-pin manual review required. This became the primary deliverable shared with the engineering team.
FINDING 03 • METROLOGY
System metrology verified — deviation well within target
CT-based cylinder fitting returned an actual outer diameter of 380.021 mm against the independently verified reference of 380.000 mm — a deviation of +0.021 mm (21 µm). With a target of ±100 µm, the result came in at less than a quarter of the permitted error budget, confirming that Probeam’s high energy CT system delivers reliable dimensional data even on large, mixed-material parts.
Verdict / Final Description: From inspection to approval in one scan: This was not an exploratory scan — it was a definitive, high-confidence verification. The combination of high energy penetration, artefact-free metal reconstruction, and the unroll visualisation meant the team received a direct, evidence-backed answer: the disc is structurally sound at every pin interface. No further iteration was required.